母材を溶かし、接合する方法。
ろう付け加工前の製品形状保持のための
仮付けや、
エンジンマウント等の接合に使用。
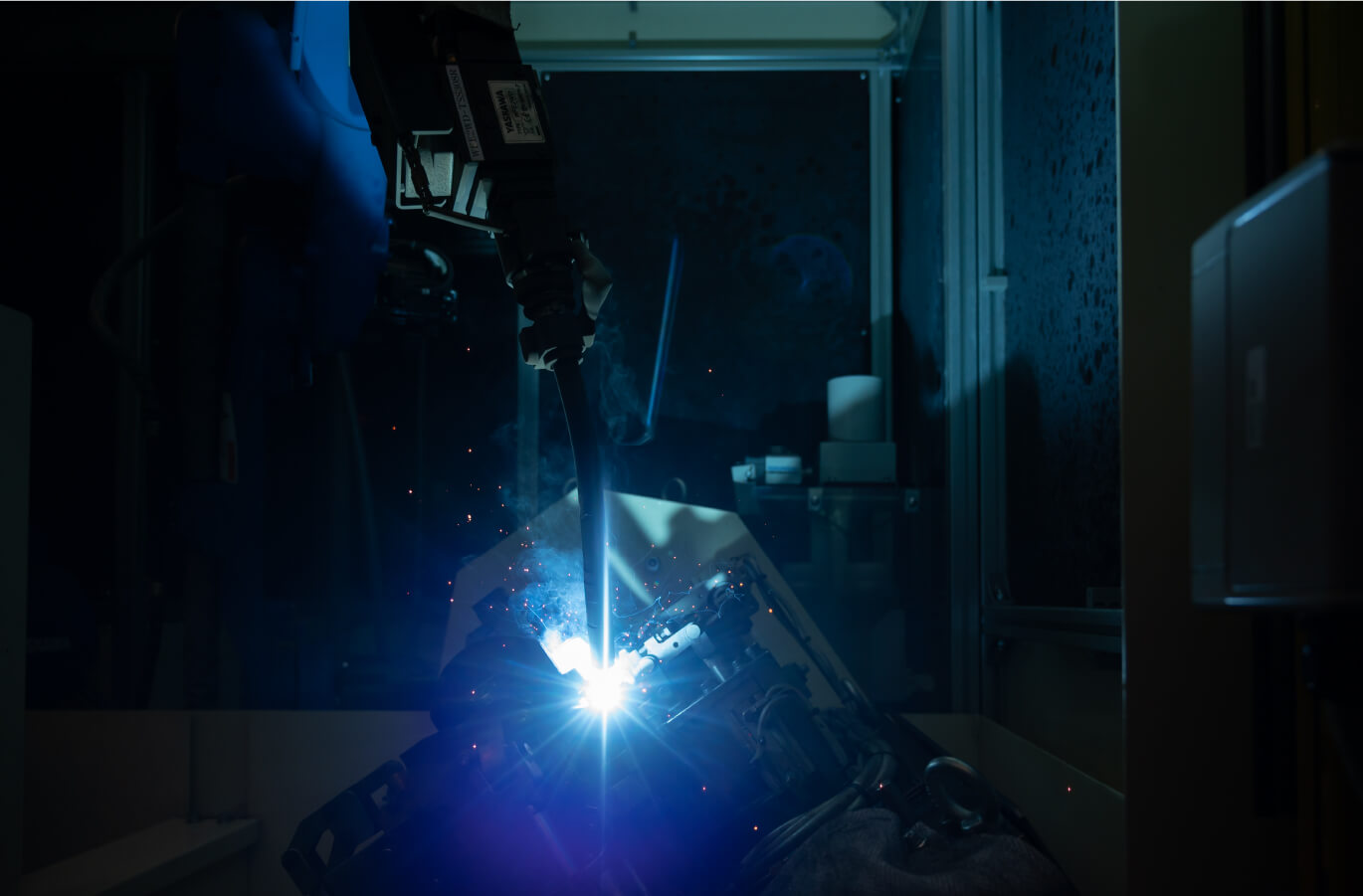
Tig溶接
電極非消耗タイプのアーク溶接。
スパッタが少なく安定した溶接品質を
得ることが出来る。
ろう付け前の仮付けや気密性が要求
される接合に採用。
自動化も容易。
- 材質 -
ステンレス/鉄
- 主な製品 -
- ・EGRクーラー(ステンレス)
- ・EGRパイプ(ステンレス)
- ・高圧フューエルデリバリパイプ(鉄)
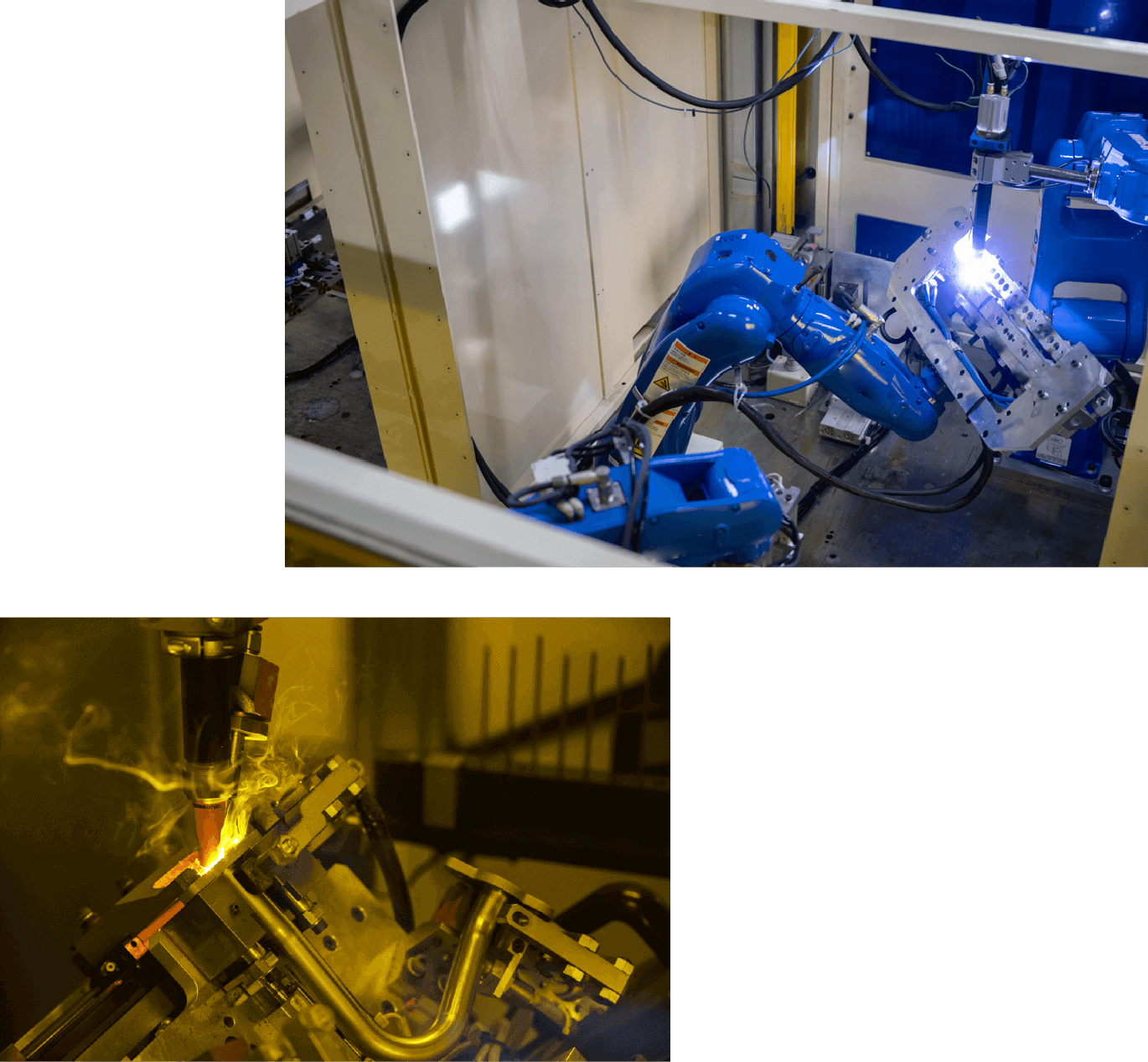
Mig溶接
電極消耗タイプのアーク溶接。
肉盛り溶接が出来るため、強度が
求められる部位に採用。
ろう付けと比較すると、製品形状が
安定しやすい等のメリットもある。
- 材質 -
ステンレス
- 主な製品 -
- ・ウォーターパイプ(ステンレス)
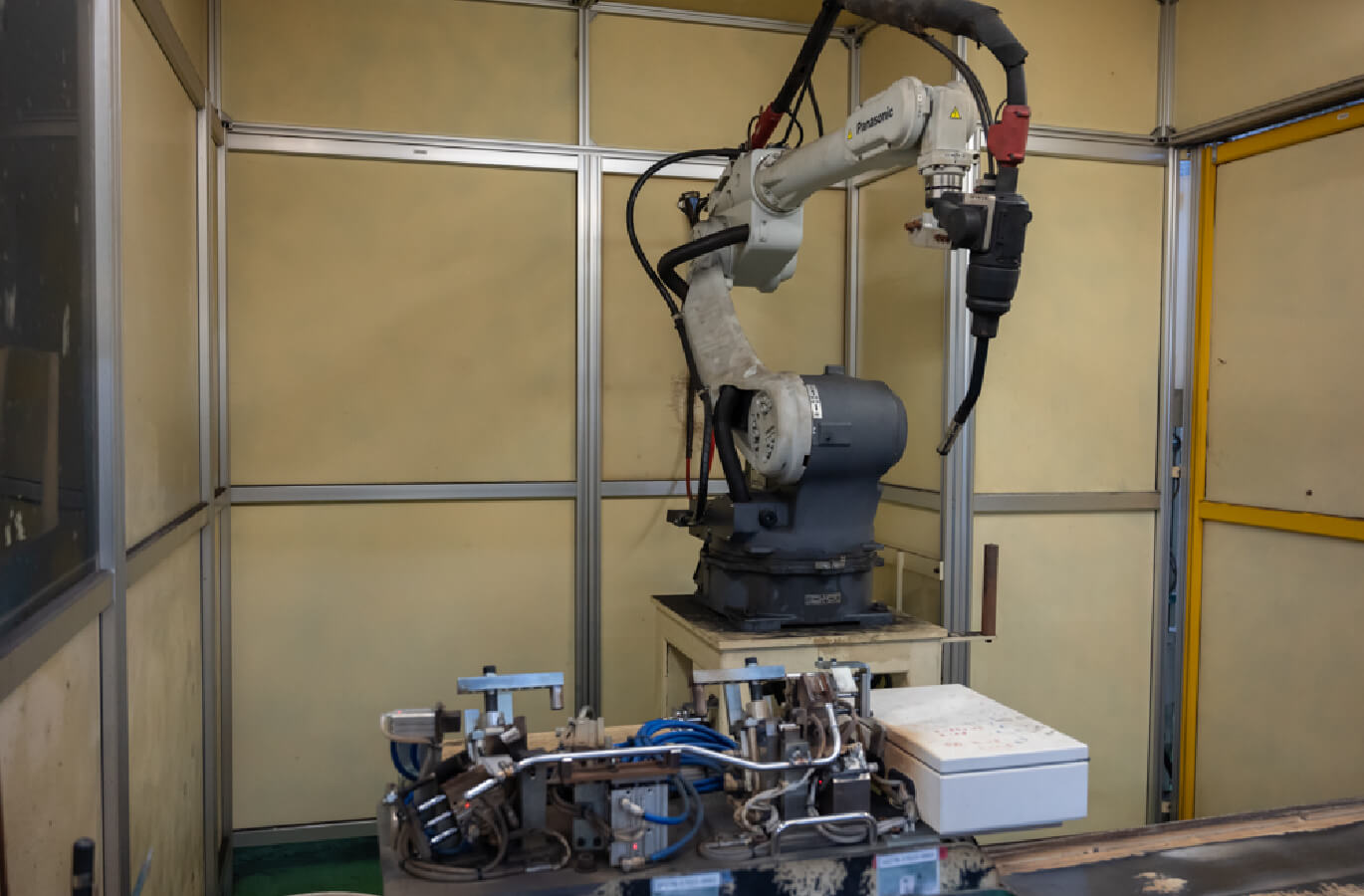
CO2溶接
電極消耗タイプのアーク溶接。
肉盛り溶接が出来るため、強度が
求められる部位に採用。
プレス製品をCO2溶接で接合することで
複雑な形状の製品の加工が可能。
- 材質 -
鉄
- 主な製品 -
- ・エンジンマウント(鉄)